锂离子电池制造成本分析及未来技术发展
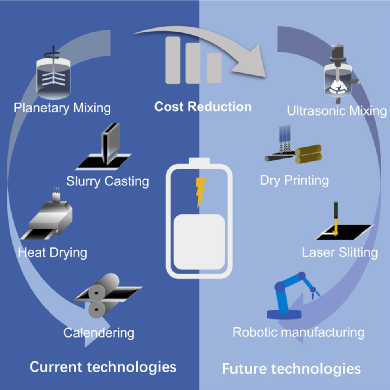
锂离子电池(LIB)已成为现代社会生活中主要的能量存储解决方案之一。锂离子电池的应用领域和市场份额迅速增长,并继续呈现稳定增长的趋势。锂电材料的研究取得了巨大的成就,业界已经采用了许多创新材料并将其商业化。但是,关于锂电池的制造方面的研究比较少,而且许多研究人员可能并不知道LIB的具体制造方式以及不同的工序如何影响成本、能耗和产量。因此,电池制造的创新主要集中在企业,高校和研究院所对此方面的研究较少。本文介绍了当前锂电主要的制造技术,并根据生产过程分析了成本,产量和能耗。然后,重点综述了锂电制造的成本,能耗和工序时间等方面的研究进展,以及未来的技术发展趋势。
锂离子电池的制造工艺
如图1所示,当前最先进的电池制造过程包括三个主要部分:电极制备(混料、涂布、干燥、溶剂回收、辊压、裁切、电极真空干燥),电池组件(叠片或卷绕、焊接、入壳、封口、注液等)和电池电化学激活(预充电、化成、老化等),制造成本占锂电成本的25%左右。
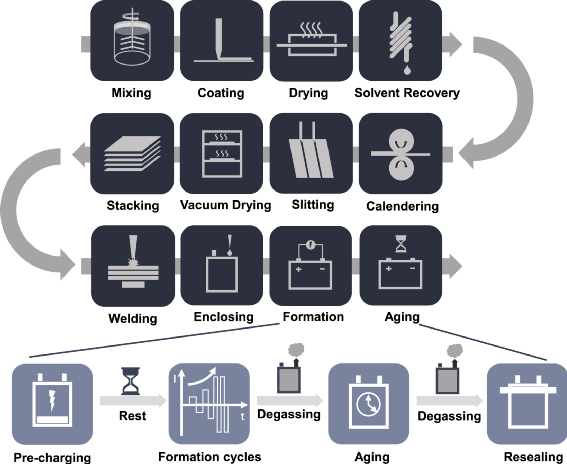
图1 锂离子电池制造工序
成本,产量和能耗分析
采用Argonne国家实验室的BatPac模型计算锂离子电池的制造成本,该模型基于67Ah的LiNi0.6Mn0.2Co0.2O2(NMC622)/石墨电池,工厂规模为100,000个EV电池组/年。制造成本包括设备折旧、人工成本和工厂占地面积成本。劳动力成本是根据美国平均工厂工人的工资$15/h计算的(美国经济研究所,2020年)。占地面积成本是根据每年$ 3,000/m 2计算的(包括租金,水电和管理费用,Nelson等,2019)。折旧成本是根据设备投资的16.7%和占地面积成本的5%计算得出(Nelson等,2019)。各工序详细成本明细、产量和能耗如表1和图2所示,电极涂层干燥,电池化成和老化占整个制造成本的48%。
成本前三的制造工序:
1. 化成和老化:32.61%,耗时长,生产效率低,占地面积大
2. 涂布/干燥:14.96%,干燥、溶剂回收能耗高
3. 电池封装:12.45%,热封口或者焊接
表1 各工序成本、产量和能耗分析
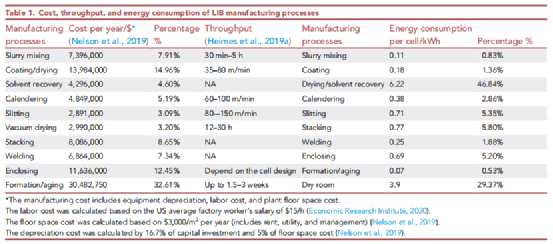

图2 锂离子电池制造各工序成本和能耗
产量与制造成本高度相关,更高的生产效率可以节省人工成本和场地租金。表1中也列出了各工序所需的生产时间。卷对卷制造工艺(例如涂布,压延和分切)的生产效率超过35m/min。然而,由于其严格的水分控制和微观复杂的化学反应,真空干燥和化成/老化等过程非常耗时(最长达3周)。
在中试工厂测量了32Ah锰酸锂(LMO)/石墨电池生产的能耗,表1和图2给出了具体的数据。由于长时间的加热和废气冷却,最高能量消耗工序是干燥和溶剂回收(约总能量的47%)。另一个主要耗能是车间除湿,消耗了总能量的29%,这主要是因为电池组装过程中的低水分要求必须控制环境湿度。这些高能耗工序会导致大量温室气体排放,并使锂离子电池的环境友好程度降低。因此,电池制造中应考虑减少溶剂用量甚至避免使用溶剂。同时,提高干燥车间的生产效率以降低保持低水分含量的能耗占比。
锂离子电池制造的研究进展
根据前面的制造成本分析,一些制造工序对LIB制造的成本,产量和能耗有很大影响。制造工艺技术创新对于降低成本和能耗并提高产量很重要。后面讨论锂离子电池生产制造工艺的一些研究进展,主要集中在混料,涂覆/干燥,溶剂回收,辊压,裁切以及化成和老化等工序。
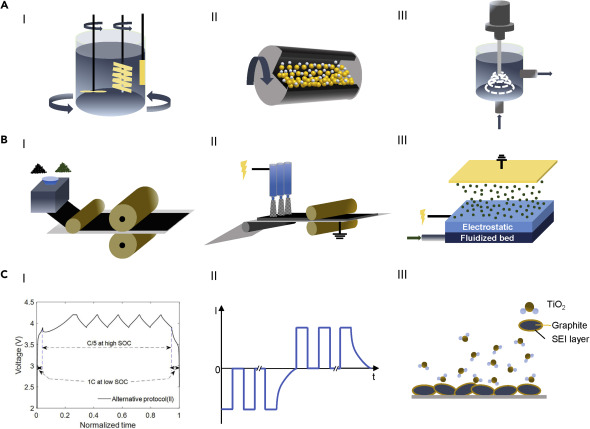
图3 LIB制造的研究进展:
(A)混料方法示意图:(I)改进的高速剪切混合器; (二)球磨;(三)超声混合。
(B)无溶剂涂布方法的原理图:(I)干压涂布技术;(二)干法喷涂技术;(三)静电涂装法。
(C)创新的化成技术:(I)通过限制电压窗口的快速化成方案;(II)脉冲电流化成程序;(III)通过原子层沉积形成人工SEI的示意图。
1、浆料混合
混料占总制造成本的7.9%,并且需要花费相对较长的时间来制备均匀稳定的浆料。当前工业上一般使用行星式搅拌机来制备大批量的浆料,混料技术优化的目标是通过提高产量来降低成本,而且电极的电化学性能也与混料条件和操作工艺密切相关,混合均匀性会影响电极的微观结构和组分分布。混料工艺研究主要包括:
(1.1)混料设备与技术
高速剪切混合器(High Shear Mixer,HSM)是一项成熟的技术,目前逐步应用到电池行业,能够大幅提高混合效率和均匀性。HSM混合器通常包括外部搅拌装置,例如涡轮机(图3A-I)。紊流剪切应力是HSM中打破颗粒团聚体的主要机制。
球磨也是电池制造中干粉和浆料混合的常用方法。对于干粉混合,颗粒的表面能和黏附力会影响组分的分布。例如钴酸锂(LCO),导电碳C65和粘合剂PVDF在球磨过程中,可能会在LCO颗粒之间生成C65和PVDF附着物,从而有利于活性物与电解质之间的Li +交换。如图3A-II所示,球磨可以有效分散团簇并改变颗粒表面形态。
(1.2)高浓度混料
提高电池制造效率的另一种方法是增加浆料的浓度,减少溶剂用量可以节省材料成本和干燥时间。超声混合可以通过微气泡塌陷和微湍流实现高浓度混合(图3A-III)。而且与HSM方法相比,无外部搅拌的超声混合消耗的能量更少,特别是高浓度的浆料混合。
(1.3)混料顺序优化
除混合方法外,基于不同材料的研究表明,混合顺序会影响电极性能和电化学性能,对颗粒表面能和内聚力的基础研究可以有助于理解混合机理,并进一步优化混合技术。
2、涂布、干燥和溶剂回收
涂布和干燥(包括溶剂回收)约占总制造成本的20%,常规的涂布和干燥过程通过卷对卷进行:将充分混合的浆料泵送到狭缝模头,并以一定厚度涂覆在集流体表面上,然后将涂覆的湿电极输送到干燥箱中蒸发溶剂。通过冷凝器回收有毒且昂贵的NMP溶剂,然后进行蒸馏。
(2.1)水系粘结剂
干燥和溶剂回收过程的能耗最高(46.8%)。正极生产中的有机溶剂NMP(沸点:202°C)蒸发和回收是高能耗和长时间的过程,更换或避免使用有机溶剂成为降低能耗和减少时间的最有效方法。采用水基粘合剂代替了有机体系可以避免溶剂回收过程,而且水基粘合剂,例如纤维素和木质素基聚合物成本也很低。然而,大多数正极材料对水敏感,尤其是层状氧化物正极。
(2.2)干法电极技术
除了这些常规浆料涂布技术的改进措施之外,干法电极生产工艺是最终解决方案。Maxwell Technologies Inc.(Tesla收购)通过挤压充分混合的干粉来形成连续的自支撑电极膜来开发无溶剂电极涂覆技术。然后将膜层压到箔材上,并成为成品电极(图3B-I)。在1,500次循环后,4 mAh / cm2的干法涂层NMC111 /石墨全电池可以达到90%的容量保持率,而且干法涂层电极的最大面积负载可以达到36 mg/cm2。
另外,还有静电喷涂和热压技术生产无溶剂电极。喷涂后的电极被输送到热辊上,该热辊可以加热活化粘结剂,从而在颗粒和集流体之间提供足够的粘合强度(图3B-II)。干颗粒之间的内聚/粘附作用形成了特殊的微观结构,使活性颗粒上的表面与电解质更多接触,由粘结剂和导电剂形成的交联网络可以增加极片电导率,降低总电阻并改善电化学性能。
Liu等开发了不连续PVDF中间层的干式印刷阳极,以增强电极与集电体之间的结合强度。Schälicke等结合流化床和静电系统以实现石墨阳极的无溶剂涂覆方法,并比较了不同粘合剂(四氟乙烯,六氟丙烯偏二氟乙烯[THV]和氟化乙烯丙烯[FEP])的效果(图3B-III)。
(2.3)涂层干燥工艺优化
当前,干燥方法优化也是降低成本和缩短时间的有效方法。Jaiser等发明了三阶段干燥策略,可以减少40%的干燥时间。开始和最后阶段采用高干燥速率,这可以节省干燥时间,而中间阶段低干燥速率可以防止粘结剂迁移。
为了克服传统空气对流干燥方法干燥速度慢的问题,其他加热源(例如红外线和激光束)可以显着提高干燥效率
涂层和干燥是电极制造的关键过程。无溶剂制造成为跳过干燥过程并避免使用有机溶剂的有效方法。无溶剂制造的另一个好处是可以制造较厚的电极。虽然目前大多数无溶剂制造方法都面临均匀性和规模化问题,但会带来巨大的成本节省和高效率。
3、辊压
辊压是决定电极的物理性质并增加电极与集流体之间的结合强度的工艺过程。该工序制造成本低(占总成本的5.19%),并且是比较成熟的技术,对辊压新工艺方法的研究很少,但辊压过程工艺参数及其对电池性能的影响不容忽视。
4、裁切
分条是卷对卷操作的工序,占总成本的3.09%,生产效率高(80-150 m / min)。但毛刺和浮渣等边缘缺陷可能会穿透隔膜并造成短路。
激光切割是一种具有高度灵活性的广泛应用的成型技术。激光切割可以使边缘干净,变形少,并且切割宽度和效率可以通过激光功率和扫描速度来控制。红外光纤激光在阴极和阳极上仅以54 W的功率就可以达到30 m / min的切割速度。绿色激光可以将间隙宽度限制在20μm以下,从而可以降低发生短路的可能性。但是,除边缘质量外,激光切割在电极表面上造成的金属飞溅可能引起电流密度不均匀,导致锂枝晶的生长,也是内部短路的根源。
5、真空干燥
真空干燥是必不可少的工序过程,需要大量的精力和时间。残留水分与电解液的锂盐LiPF6之间发生反应生成氟化氢(HF)气体,这会破坏活性颗粒并引起安全隐患,这些副反应还会导致电化学性能下降。
6、焊接
焊接占总制造成本的7.34%,消耗的能量约为总能量的2%。先进的焊接技术都是高度自动化的。但是,焊接潜在的故障可能会导致严重的安全问题,比如焊接不良导致电阻增加,从而导致电池工作温度比较高(最高80°C),尤其是汽车用动力电池会导致连接电阻和温度变化,引起热膨胀甚至热疲劳并损坏极耳焊接接头。电动汽车(EV)通常在大电流下充电,高电阻不仅会导致能量损失,还会产生大量热量,这将导致电池退化甚至热失控。
激光焊接具有最低的接触电阻和最高的抗拉强度。但是,连接异种和高反射率材料时限制了激光焊接的应用。特斯拉最近发布了采用“ tabless”技术的新型4680电池,电极的未涂布的集流体边缘充当“接线片”,与经过特殊设计的多触点壳体底部相连。增大的接触面积可以显着降低电池阻抗和充电/放电电流产生的热量。节省了电极连接片和更大的电池尺寸也导致能量密度增加16%。
由于焊接在整个制造过程中的成本低廉和能耗低,目前对电池焊接技术的研究主要集中在评估现有的焊接方法上,而不是开发新的方法。
7、化成和老化
在化成和老化过程中,电解质分解并在石墨阳极表面上形成SEI层。如果化成电流或温度过高,形成多孔疏松的SEI层将无法阻止电解质与阳极表面接触,电解质会连续分解,将消耗电解质和正极中有限的锂,并导致容量下降。致密且稳定的SEI层通常需要多个低倍率充放电循环才能形成,缓慢的化成工艺会大大增加投资成本,并消耗更多的劳动力和空间资源。化成和老化过程占制造总成本的32%,最多可能需要3周才能完成。电池行业急切地希望加快化成过程,同时又不会降低电池性能。
减少化成时间的最直接方法是提高化成倍率,而大电流的化成还可能由于极化而导致在石墨表面析锂并引起安全隐患。
(7.1) 化成方法优化
为了节省成本,减小化成电压窗口和增加化成电流可能是可行的方法。Lee等提出了将截止电压从4.2 V降低到3.7 V,这可以使LCO /石墨电池的化成时间减半。通过比较不同截止电压电池的循环性能发现,SEI的形成大部分在3.7 V之前完成。电化学性能显示快速化成的电池(2.7-3.7 V)和对照组(2.7-4.2 V)之间的循环稳定性和库伦效率没有显着差异。相反,伍德等发现SEI层的主要形成发生在高电荷状态(SOC)范围(高压充电和放电)之间,并且在高SOC下形成的SEI更加紧凑和稳定。因此,如图3所示,在3.9至4.2 V之间重复高SOC充电和放电可实现稳定的SEI,且化成时间更短,且不会影响电化学性能。
除了采用直流电的化成策略外,以特定频率充电的脉冲电流还能使缩短静止时间,并且可以消除电解质/阳极界面处的浓度极化(图3C-II)。脉冲电流充电时可以在化成过程中采用更高的充电速率,从而减少了化成时间,而且脉冲电流充电策略还可以缓解容量衰减并抑制热量产生。但是,脉冲电流和频率需要针对不同的电池体系进行设计,不合适的脉冲电流参数会导致容量降低甚至损坏电池。
(7.2) 人工SEI膜
人工SEI层不用考虑SEI层的复杂组成和不清楚的生成机理,是加速化成过程的潜在解决方案。致密且稳定的人工SEI层可以代替电化学形成的SEI,并以较高的速率运行形成。例如Wang等使用原子层沉积(ALD)在石墨表面沉积TiO2薄膜(图3C-III),人造SEI层表现出更好的电化学和热稳定性。但是,人工SEI层通常会带来额外的成本,并且难以应用于大批量生产的情况。
结论
化成和老化(32.16%),涂覆和干燥(14.96%)和封装(12.45%)是锂离子电池制造成本的前三位。化成和老化(1.5–3周),真空干燥(12–30 h)和混料(30 min–5 h)在生产时间中占最大比例;干燥和溶剂回收(46.84%)和除湿干燥间(29.37%)是最大的能源消耗。这些工序的改进对LIB的制造成本产生了巨大影响。
(1)引入并研究其他制造领域的混合技术,这些研究为锂电行业提供了更多制备浆料的选择。此外,混合顺序和混料中的颗粒行为的基础研究可为提高混合均匀性和效率提供依据。
(2)对涂层和干燥工艺的研究较多。无溶剂涂布技术可以消除耗时耗能干燥步骤。干法涂布技术目前可以达到中试规模的生产,具有工业化的潜力。
(3)关于化成和老化的研究比较少。目前急需改进化成和老化技术,缩小化成循环的电压范围可以有效地减少化成时间。但是化成电压窗口的研究结果仍存在争议,SEI的形成机理和组成还并不清楚。人工SEI涂层技术仍处于实验室规模,并且由于成本而难以实现规模化由于SEI的主要成分是电解质的分解产物,因此对电解质体系的研究有助于在较短的化成时间内形成稳定的SEI层。高浓度电解质(盐> 3 M)可以实现稳定的阴离子衍生SEI层。但是,高成本和高粘度使其无法实际应用。弱溶剂化电解质(WSE)形成一个富含无机物的阴离子衍生的SEI层。因此,对新型电解质体系的研究能够减少化成时间并同时提高电化学性能。
参考文献
Liu Y , Zhang R , Wang J , et al. Current and Future Lithium-Ion Battery Manufacturing[J]. iScience, 2021, 24(4):102332.
(作者:先进制造观察 )
声明:本文由21财经客户端“南财号”平台入驻机构(自媒体)发布,不代表21财经客户端的观点和立场。